Besides components and types of raw materials used for production of abrasive wheels, the building technique is fundamental. For example to obtain a better performance and a higher structural density in cutting discs, rubber moulds are used in the pressing phase that stamp a high surface roughness on the cutting disc’s sides under pressures in the order of 300 Kg/cm2. This roughness is very important to obtain a fast penetration and a cold and white cut, especially when cutting full sections and it is stronger in discs without side reinforcements.
If cutting discs are reinforced inside, they usually have a rougher surface on the sides (in fact, in these cases, external reinforced with smaller diameter are often used), which allows a better penetration into the piece. If external reinforcements are on the whole diameter, a better resistance to side stresses is obtained, but more difficulty in penetration due to the friction of fiberglass reinforcements on the sides.
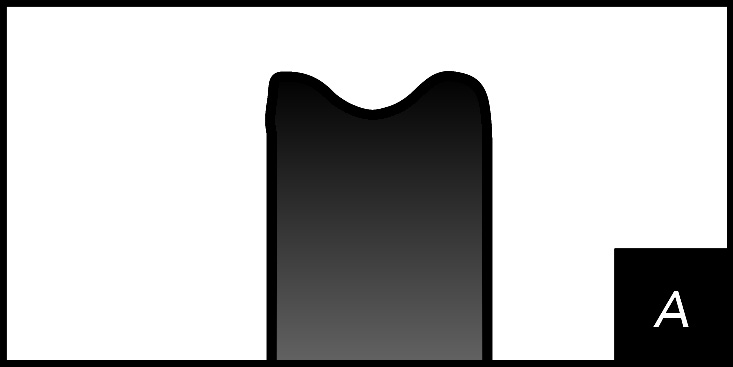
One of the possibilities to minimize this problem, is to use cutting discs with a suitable thickness for the work to be carried out. Important information on proper use and good operation of a cutting disc can be obtain by observing the edge shape which originates during cutting.
In fact:: if the edge section is flat or slightly concave in the center (A) it means that there was a correct operating performance, showing a right balance between cutting performance and disc consumption. The slight concavity that can arise in the middle is usually due to a central fiberglass reinforcement wearing out faster than the side areas;
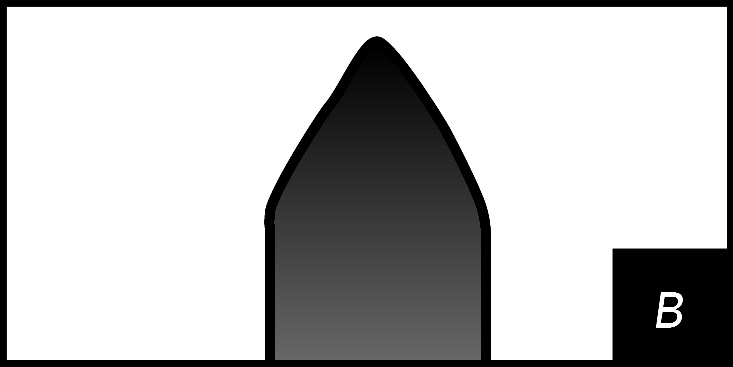
if the edge section is pointy (B) and there are crumbled areas on the edge, dark colour and burning smell, it means that the disc is too hard and not suitable for the type of cut currently being carried out (usually not suitable for cutting full sections or for the type of material being cut). Going on with the work may lead to jamming or breaking of the disc;
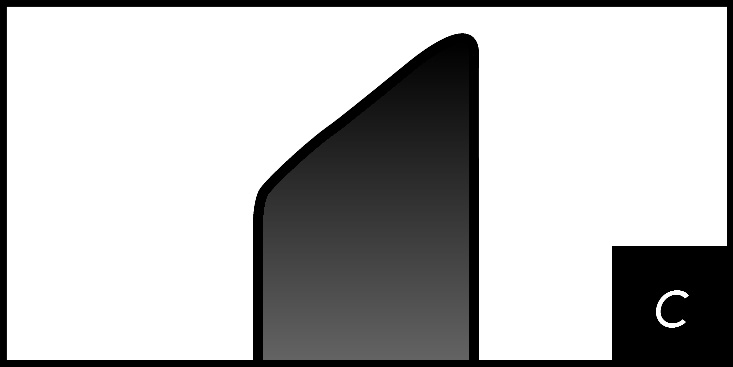
if the edge section is pointy and asymmetric (C) one of the following situations is happening: 1) the piece to be cut or the moving forward (positioning) of the wheel are misaligned. 2) the wheel, manufactured with an abrasive mixture with different grit sizes, was wrongly subject to grit separation during distribution and pressing, so that fine grit sunk down and coarse grit remained on top. This determines a different density and hardness on the two sides of the disc and causes an uneven consumption of the disc.
Caution: in both above mentioned cases it will lead to straining and to possible breaking of the wheel. The choice of the most suitable cutting wheel to be used for the work to carry out is also strictly tied to the cutting mode with which the cut will be made (machine and shape of the pieces to be cut). The aim is to achieve a fast and white cut (in the shortest time possible) thus limiting the heat developed in the process. Some examples of the most common working methods are:
1) workpiece locked and cutting wheel going down vertically on the workpiece.
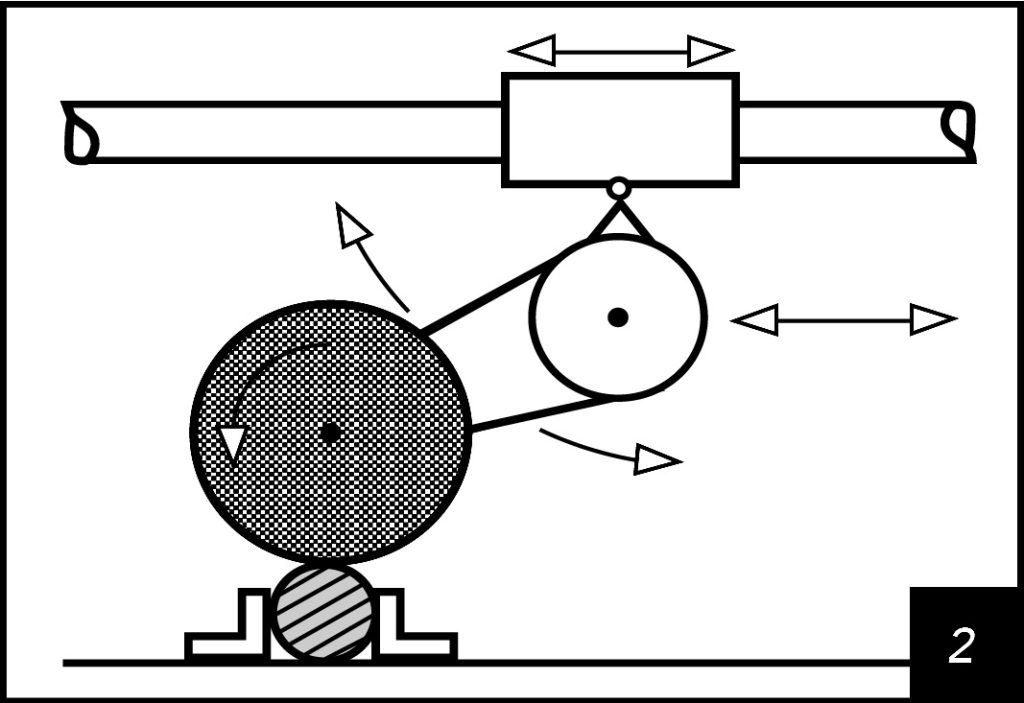
2) workpiece locked on the bench of a bridge machine with stationary or swinging cutting wheel horizontally; or stationary or swinging cutting wheel with horizontal moving of the piece on mobile trolley.
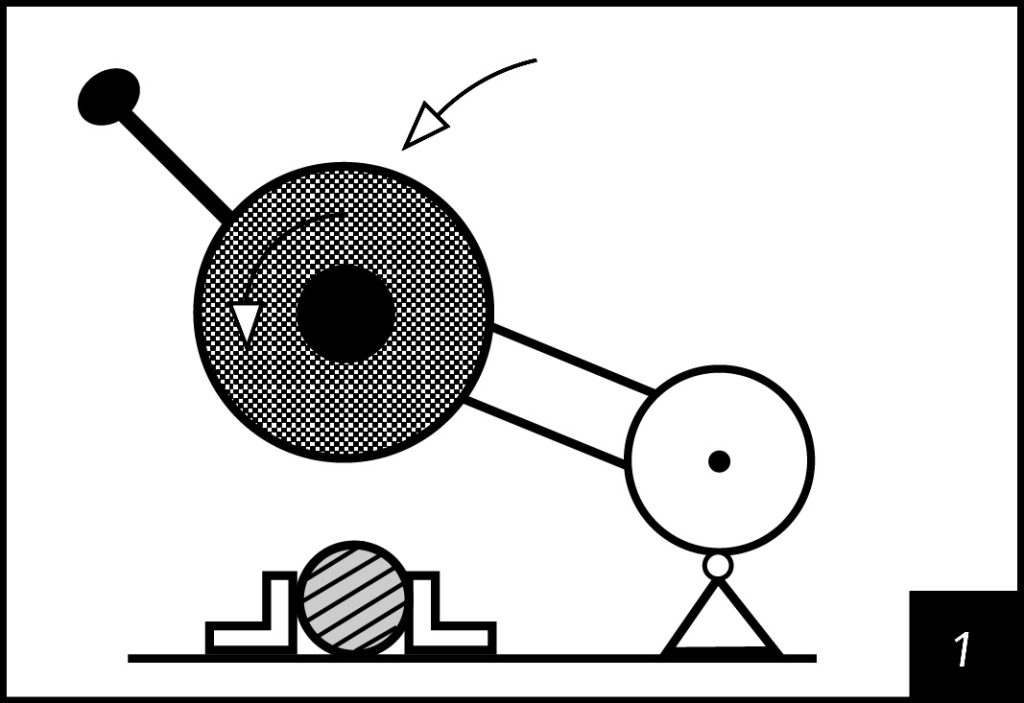
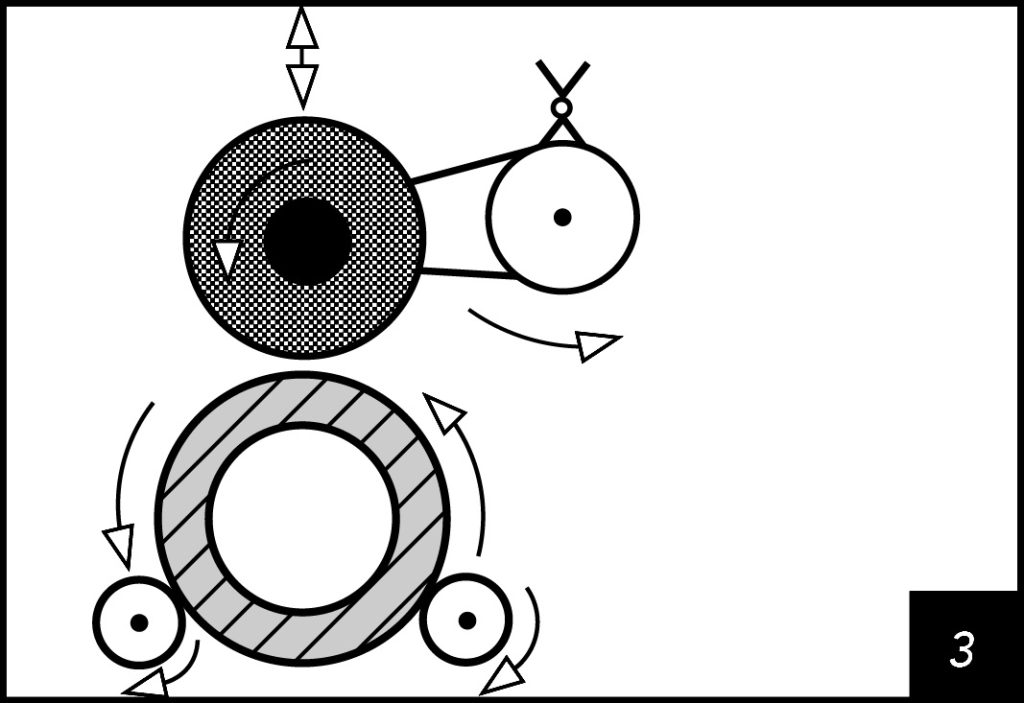
3) cutting wheel comes down vertically on the workpiece which is rotated by means of special mechanical equipment. The cutting wheel may also be swing-frame and swing from top to bottom.
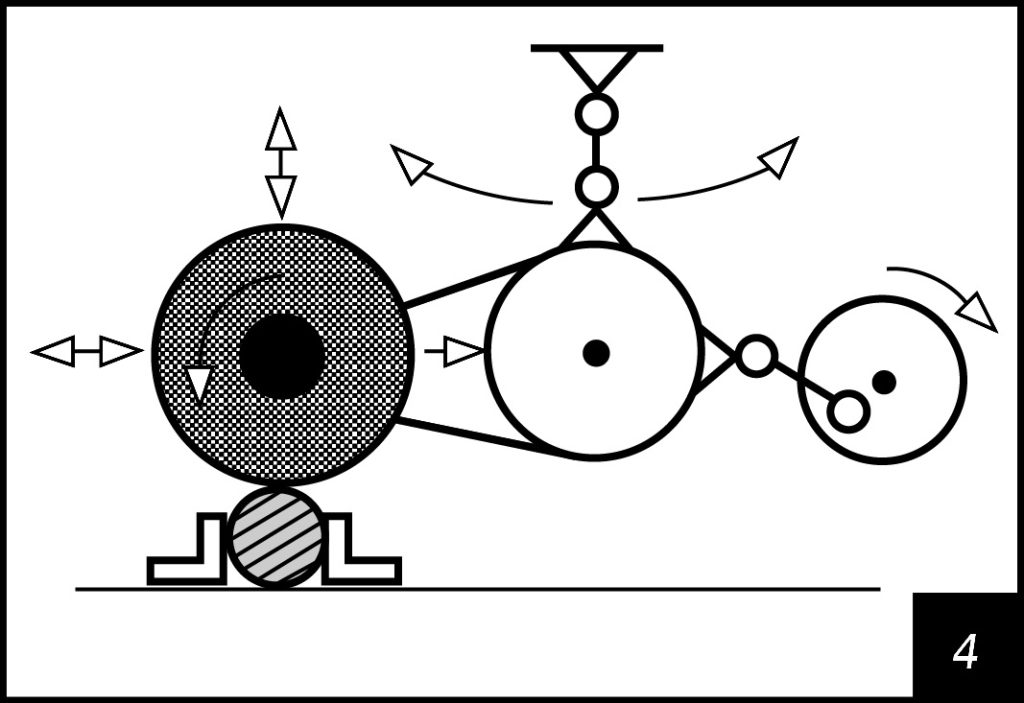
4) cutting wheel comes down vertically and swings horizontally (sometimes also vertically) on the workpiece locked on the bench.