GLOBE always uses abrasives produced by the best European manufacturers; they guarantee high performances and constancy of physical/chemical parameters. Abrasives are among the hardest materials in Mohs scale. Thanks to this feature, they are able to scratch softer materials like metals and stone. Lots of little grains collectively scrape off and generate the cutting and grinding effect at the microscopic level.
Among the main types of abrasives there are:
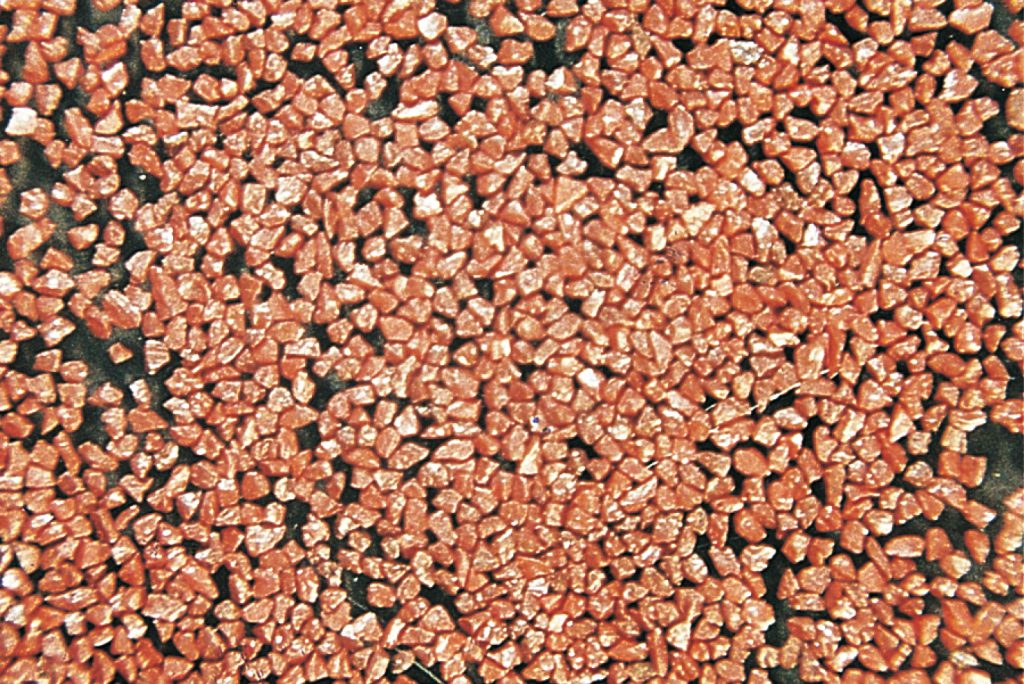
aluminum oxide or brown corundum (pic.1): it is the most common of abrasives and has a medium level of toughness and friability. It is a crystal of aluminum oxide containing a small percentage of iron oxide and titanium oxide, which improve the features of toughness.
Ceramic-coated brown corundum (pic. 2): the feature of this abrasive is to have a “cover” on abrasive grains able to increase adhesion between grain and binding resin. Its hardness and friability are similar to those of brown corundum and thanks to special milling processes it is possible to give grains different shapes (more or less rounded, sharp etc..) that determine different cutting capabilities and discs’ durability.
Alumina zirconia (pic. 3): it is very tough and has the special feature of “bursting” at high temperatures, in order that grain is regenerated with new cutting “edges”. This type of abrasive is produced by introducing zirconium oxides during arc melting. Alumina zirconia, if used correctly, is one of the most efficient and long- lasting type of abrasive on the market; it has a very high toughness and hardness besides a very high resistance to the most difficult stresses thanks to its ability to self-change its cutting edges.
Semi-friable corundum (pic. 4): more friable than brown corundum and less tough. This determines better cutting capability but less resistance to mechanical stress (this means an easier and faster cut but with a quicker consumption). Also this type of abrasive can be ceramic-coated in order to increase adhesion between grain and binding resin.
White corundum (pic. 5): even more friable than the semi-friable one, it is however a bit tougher. Its features are: high cutting capability and low resistance to mechanical stress. Suggested for use on very hard metals.
Silicon carbide (pic. 6): silicon carbide is one of the most sharp abrasives, and it is the most suitable for working non-ferrous metals, stones, refractory marbles, etc… Its high friability and hardness make this abrasive rather fragile but regular in its consumption. Especially for the sharpness and fragility of its christals, it can only be used for a few applications but its very high hardness make it irreplaceable in working hard materials such as stone.
Ceramic abrasive or Sol gel (pic. 7): produced by sintering (no electrofusion), it is the most valuable and performing abrasive as well as the most expensive. It has a limited use in the field of abrasive wheels, because of its high cost; in any case, it offers excellent cutting and abrasion. It is mostly used with abrasive papers and canvas where it is possible “to stick” grains to canvas in a strong way, thus enhancing its cutting capability.
These are only some of the abrasives available on the market, but there are also others such as monocrystalline, pink, ruby red, etc. The combinations of these abrasives, agglomerated in resin matrix, usually phenolic (but also modified), with different powders and with specific additives, give wheels their special working properties making them more or less suitable for different applications. Granulometry of the abrasive chosen for the mixture is of great importance to characterize the wheel, it can be divided as follows and is expressed in Mesh:
coarse grits: 12-14-16-18-20-22-24 medium grits: 30-36-40-46-50-54-60 fine grits: 70-80-90-100-120 e oltre
Granulometry has to be chosen according to the wheel’s thickness (for example very coarse grits cannot be used in very thin wheels) and to the features (penetration capacity, hardness and lifetime) that the wheels should have. Abrasive grains are also characterized by: shape, thermal treatment and “coating”. In fact the grain can be rounded (“cube-shaped”), can have live edges, more or less long shapes, can be coated with ceramic material to improve adhesion with binding resin or can be baked again at high temperatures to obtain a higher toughness.