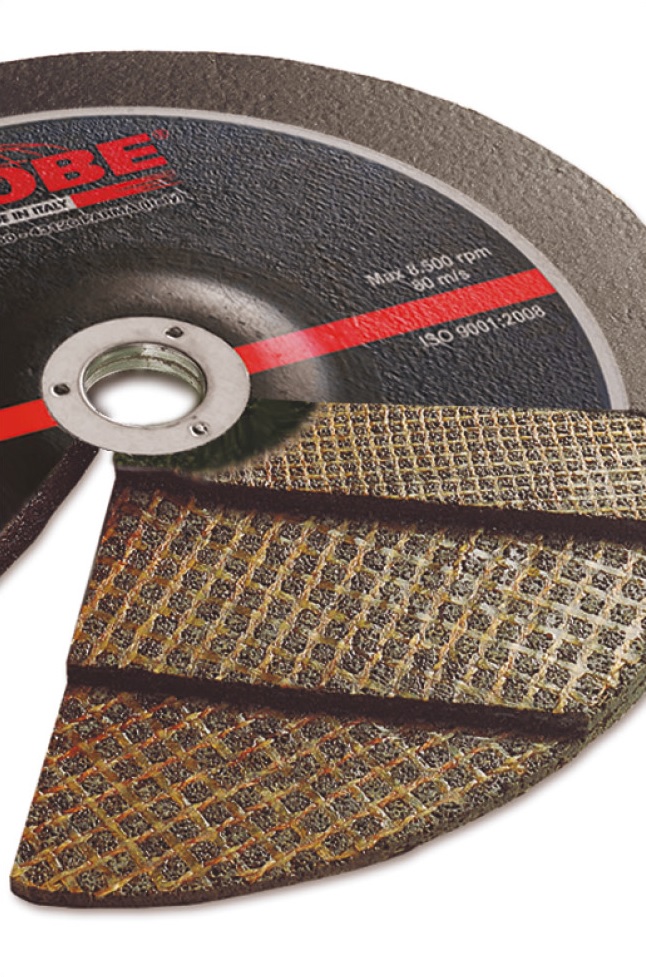
To build a high quality product, GLOBE carries out continuous tests on raw materials supported by sophisticated tools. Abrasive mixtures are produced automatically, and are computer controlled. Each abrasive mixture has its “identity card”, which follows it for the entire lifetime of the mixture. This allows GLOBE, through its traceability system, to go back at any time to a specific mixture (type, day and hour of production) used for the production of every single wheel. Each mixture is linked to registers of raw materials used for its production, allowing to consult all the relevant physical/chemical analysis previously done on the specific raw material. The real building of wheels takes place by assembling single components (fiberglass reinforcements, abrasive mixture, metal washer and label) through modern automatic presses (built by GLOBE). A typical wheel is structurally conceived with a layer of upper fine grit mixture, which better bears crashes and stress, keeping a regular wear of the edge and with additional layers of coarse mixture to enhance removal performances. Cutting discs, having to be particularly thin, are almost always made by two external fiberglass reinforcements with only one layer of abrasive mixture in between. Usually, large diameter discs (and consequently thicker) are made of more layers of abrasive mixture (of the same type).
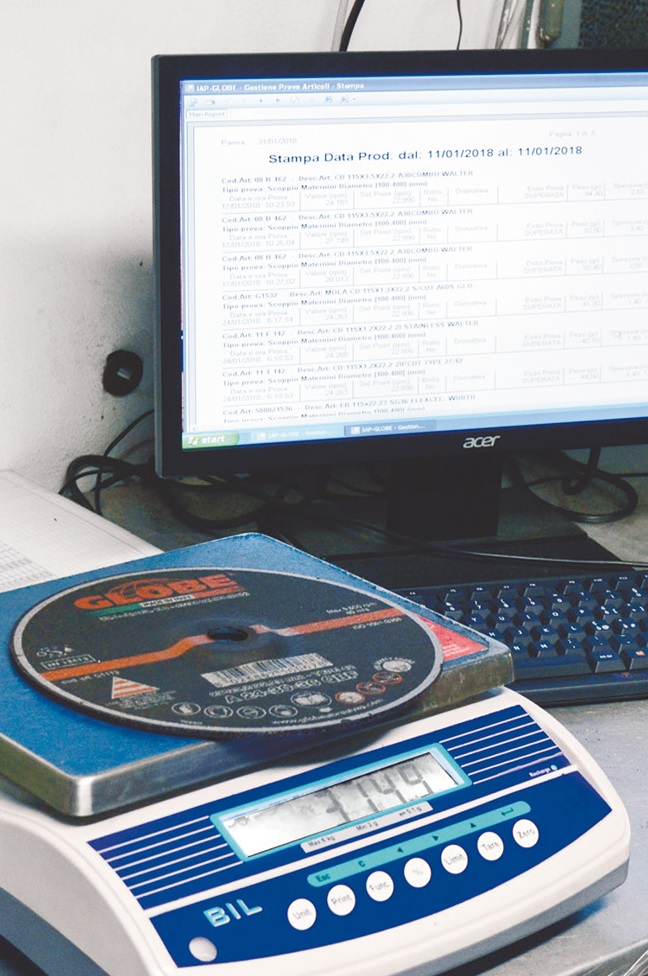
Weighing of abrasive
Mixing
Mould
Section and internal structure of a wheel
In process checks
Balancing test
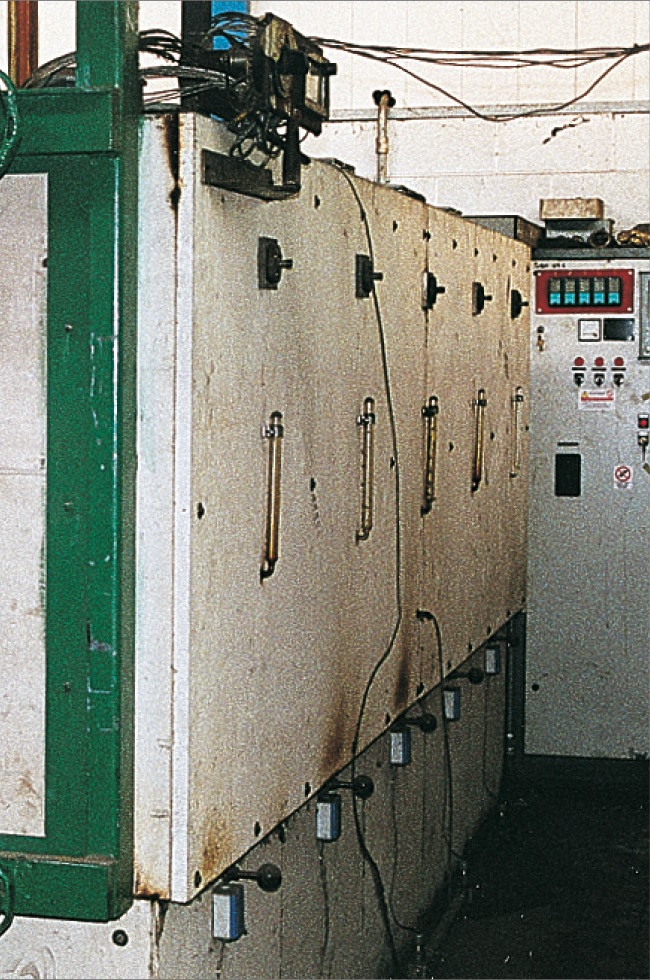
Polymerization ovens
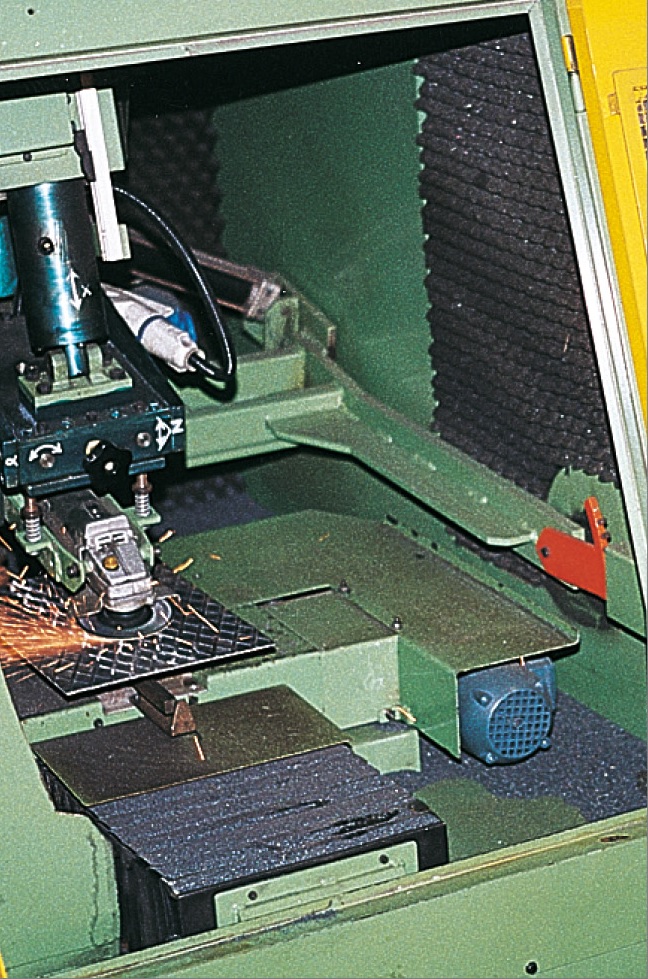
Performance test
Burst tests
Final visual check and packaging
During the wheel moulding phase in the press, hundreds of checks are carried out every day, veryfing especially, the main parameters of the wheel: weight, thickness, bore diameter, general appearance of the product and balancing. Balancing is carried out through modern electronic systems, and always keeping anunbalance level much lower than the one allowed by the present regulations UNI ISO 6103. The bore tolerance is constantly checked in accordance with ISO 525 regulations. In fact, too small bores prevent the correct installation, while, too big bores cause vibrations during use because of an eccentric mounting. All production data are collected in electronic format, and they are stored for years for a perfect traceability. Wheels, so pressed, cannot be used yet because the mixture binding resin has to undergo a polymerization process, which gives the necessary and final mechanical resistance. To this aim, wheels are piled on special trolleys (between metal cooking plates, that protect their flatness). Trolleys full of wheels are sent to the polymerization tunnel (built by GLOBE). Inside the tunnel, wheels follow a slow and progressive raising of temperature adjusted and monitored through sophisticated electronic tools, perfectly following the cooking cycles studied on purpose. The cooking processes are filed on a computer allowing to go back for each wheel (through the traceability system) to the specific temperature cycle followed. Once wheels are polymerized and cold, the prescribed sample checks are made to verify mechanical resistance, and data are entered into electronic archives. The final phase consists in a visual inspection of every single wheel to isolate possible faulty pieces, and ends with packaging. All the above mentioned procedures allow GLOBE to control and fully trace each wheel produced guaranteeing a high standard of quality, safety and reliability.